
Industry Introduction / Features
The fine chemical industry focuses on the production of high-value-added chemical products with specific functions and applications. It encompasses a wide array of sub - sectors, including specialty chemicals for electronics, agrochemicals, pharmaceutical intermediates, and fine chemicals for cosmetics. Products in this industry are highly specialized, such as high-purity reagents used in semiconductor manufacturing, precise - formula pesticides, and unique - ingredient additives for personal care products. This industry presents several distinct features. Firstly, product customization is prevalent. Due to the diverse and specific needs of downstream industries, fine chemical products often need to be customized according to customers' requirements, which requires companies to have strong R & D and production flexibility. Secondly, technology - intensive is a key characteristic. Developing new fine chemical products demands in - depth knowledge of chemistry, materials science, and other disciplines. Advanced synthesis technologies, purification processes, and formulation techniques are crucial for maintaining competitiveness. Thirdly, strict quality requirements exist. Even trace impurities in fine chemicals can affect the performance of downstream products. For example, in the production of display screen materials, impurities may lead to color deviation or display defects. Fourthly, environmental protection pressure is significant. Many fine chemical production processes involve the use of hazardous chemicals and generate pollutants, so strict environmental protection measures are necessary to meet regulatory requirements.
General Requirements
In production, fine chemical companies encounter challenges in optimizing production efficiency and ensuring product consistency. Traditional production methods usually have low production efficiency and high labor costs. The lack of real - time monitoring and control over production processes often leads to fluctuations in product quality. For instance, in the synthesis of some fine chemicals, slight changes in reaction conditions may result in different product yields and qualities. Automation and digitalization technologies can address these issues. Automated production equipment can precisely control reaction parameters, such as temperature, pressure, and reaction time, improving product consistency and production efficiency. Digital process control systems can also predict potential production problems in advance and adjust processes in a timely manner. In terms of quality control, given the high - stakes nature of fine chemical products, any quality defect can cause significant losses to downstream industries. Currently, quality inspection mainly relies on offline sampling and laboratory testing, which is time - consuming and may not detect quality issues in a timely manner. Digital quality control systems, integrated with sensors and data analysis algorithms, can monitor product quality in real - time during the production process, ensuring that only qualified products leave the factory. In terms of regulatory compliance, fine chemical companies are subject to strict regulations regarding chemical safety, environmental protection, and product labeling. For example, the transportation and storage of hazardous chemicals need to comply with specific safety standards. Automation and digital management systems can help companies manage chemical inventory, production records, and waste disposal more accurately, ensuring compliance with relevant regulations and reducing the risk of legal issues.
Digital Factory Solutions
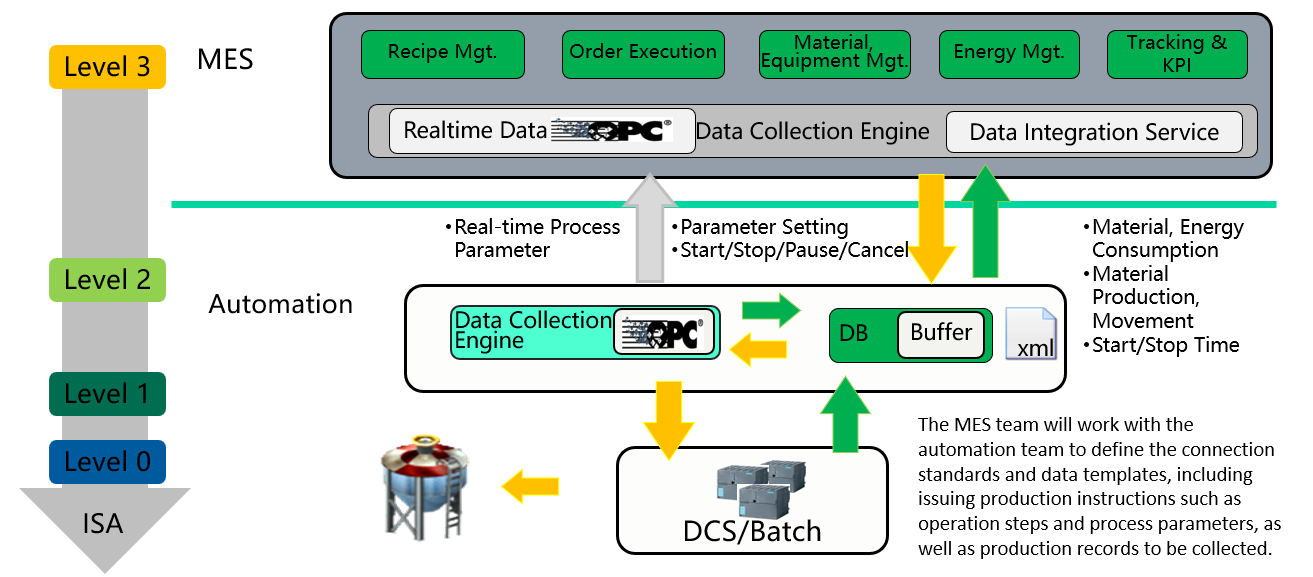
As the core system, MES plays a crucial role throughout the production process. It provides precise production guidance to operators based on the production orders from the ERP system and in combination with the Standard Operating Procedure (SOP) documents. During production, MES tracks every step in real-time, strictly standardizes personnel operations, and ensures the accuracy and integrity of all data records. After the production task is completed, MES automatically collects various production execution results, covering key data such as material consumption information and batch quality information, and generates electronic batch production records based on these. These records not only enable full-process traceability but also establish a closed-loop production management system, giving full play to the advantages of digitizing factory data, production processes, production control intelligence, and production operation visualization, helping enterprises build a new digital factory for new materials.
With the help of this solution, enterprises have achieved a qualitative leap in production management, reaching a new height of digital management with transparent, traceable production processes and real - time quantitative statistics. Specifically, it has the following significant advantages.
Integrating Real-Time Information and Providing a Unified Monitoring Platform: The solution efficiently integrates real - time information scattered across various production sites, creating an integrated monitoring platform for managers. Through this platform, managers can promptly and comprehensively grasp the overall situation of enterprise production, make rapid decisions, and ensure the smooth progress of the production process.
Building a Software Environment to Facilitate Information Interaction: It builds an advanced software environment for the production management system, breaking down the information barriers between the production operation layer and the production control layer and enabling efficient information processing and interaction at the production management level. This makes the communication and collaboration among different departments within the enterprise closer, allowing production instructions to be quickly transmitted and executed, thus greatly improving production efficiency.
Optimizing Business Processes and Achieving Cost Control: Through a series of business systems such as production statistics, material management, batch management, and cost management, it realizes visual tracking of the production process. Enterprises can conduct quantitative analysis of production costs, promptly identify and control cost loopholes, optimize management business processes, and thus enhance the fine - grained management level of enterprises and strengthen their market competitiveness.
Providing Data Support for In-Depth Decision Making: It provides real - time data display of the production site for management, and at the same time conducts in - depth mining and analytical applications of historical data. This not only helps management understand the production situation in real - time but also enables them to summarize experiences and lessons through the analysis of historical data, providing strong data support for the long - term development strategy of the enterprise.
Comprehensive Monitoring and Management to Ensure Safe and Stable Production: It realizes comprehensive monitoring and management of equipment, quality, and safety. By monitoring the operating status of equipment in real - time, controlling product quality, and strengthening safety management measures, it provides a solid guarantee for the safe, stable, long - term, full - load, and optimized operation of production, reducing production risks and ensuring the sustainable development of enterprise production activities.
The Digital Factory Solution for the fine chemicals industry represents a choice of a more efficient, intelligent, and competitive future production model. It enables enterprises to stand out in the digital wave and lead the development trend of the industry.

Address: Room 3134, 3rd Floor, No. 158 Liyi Road, Xiaoshan District, Hangzhou, Zhejiang Province 311215, P. R. China
Address: 3rd Floor, Building T6, No. 308 Kangshan Road, Pudong District, Shanghai, 201315, P.R.China

Address: 11th Floor, No. 18 Zhihui Road, Huishan District, Wuxi, Jiangsu Province 214174, P. R. China